If you are interested in our products and want to know more details,
please
leaveamessage here,we will reply as soon as we can.
Coal tar refining
ACRE has developed an integrated industrial chain that leverages cokemaking by-products—tar, crude benzene, and gas—to produce carbon-based new feedstocks, including aromatics, alcohol ethers, and other chemical products.
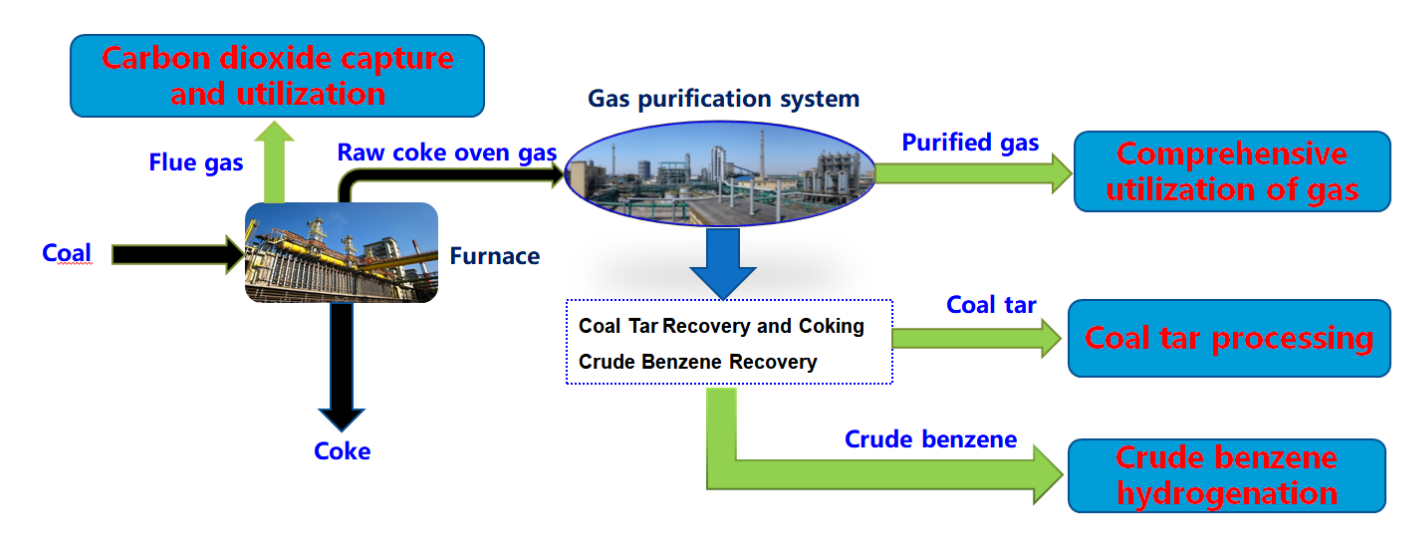
High-temperature coal tar, a key by-product in coking process, plays a vital role in ACRE's business. For over 70 years, ACRE has not only executed over 90% of coal tar refining projects but has also continuously advanced new technologies and high-value-added products. Our refining facilities now handle up to 500,000 tons annually, yielding more than 40 kinds of products.

Technological Innovations:
1. Two-stage tar distillation (atmospheric and vacuum distillations)
Features: Low energy consumption, 20%–30% fuel gas saved compared with conventional atmospheric distillation.
2. Production of Industrial Naphthalene by Pressurized Distillation
Features: Low energy consumption, with 30%–40% fuel gas savings compared with atmospheric distillation; high product recovery rate: >96%.
3. Production of Refined Naphthalene, Refined Anthracene, and Refined Carbazole by Using Box Crystallizer
Features: High-purity products: refined naphthalene purity ≥99.98%; refined anthracene purity ≥96%; refined carbazole purity ≥95%.
ACRE's coal tar refining plants also employ technologies such as counter-current continuous fraction washing and dephenolization, atmospheric and vacuum distillation for producing refined phenols, high-efficiency distillation for extracting wash oil, pitch refining for manufacturing modified pitch, mesophase pitch, delayed coke, and needle coke, as well as hydro-refining of coal tar fractions to produce light oils.